
toresvelo — Торес вело- кастомная рама для велокроса.

В предыдущем материале, я рассказывал о первом опыте в производстве рам и оснащение мастерской. twentysix.ru/blog/115852.html
В данном материале я поэтапно опишу процесс производства рамы.
Как и в любом производстве всё начинается с проекта. Для геометрии учитываются антропометрические данные ездока, для выбора труб учитывается вес ездока и класс будущей рамы. Второй аспект проектирования идёт с учётом пожеланий клиента в опциях и дизайне.
Итак, у нас есть геометрия и список опций.
В данном случае это:
-Пайка встык
-крепления для багажника
— дисковые тормоза
— конвертируемость рамы под сингл спид и мульти спид.
— внутренняя проводка тросов
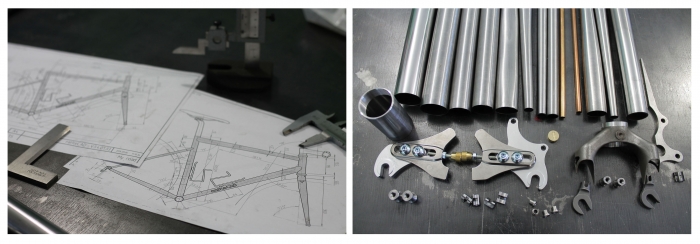
Следующий этап это разметка труб. Размечаются зоны отрезов, зоны батирования, места под крепления бутылочек. Размеры рамы выставляются на стапеле и оснастке для торцевания.
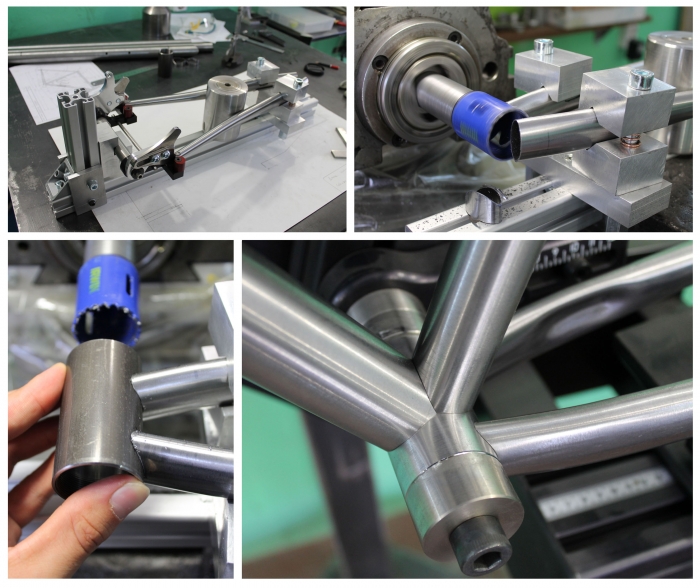
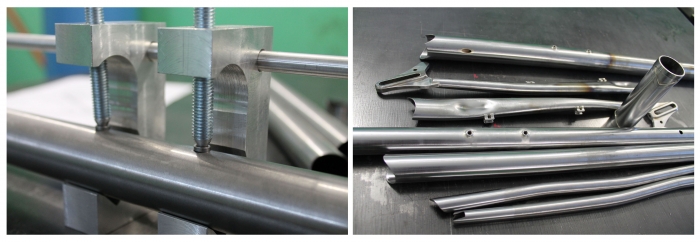
Этап торцевания. Трубы переднего треугольника торцуются под рулевую трубу, подседельную и кареточный стакан. Стыки нижней трубы делаются строго перпендикулярно, стыки верхней трубы параллельно.
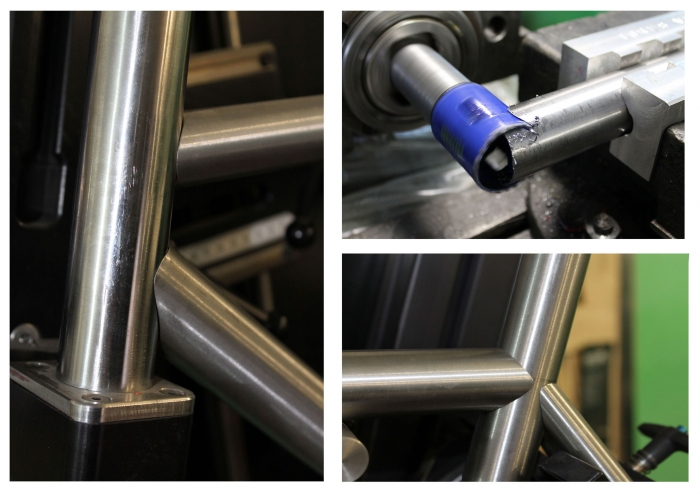
Трубы заднего треугольника торцуются в специальной оснастке, две трубы закрепляются вместе и торцуются одним резом. Это помогает оптимизировать процесс и добиться большей точности. Перед торцеванием делаются все необходимые замятия с помощью пуансона. Некоторые мастера делают замятие после, но есть вероятность слегка изменить геометрию трубы, что повлияет на увеличение зазора в стыке. Чем больше зазор тем некачественнее сварка-пайка.
В данном случае конвертируемость рамы была достигнута с помощью дропаутов слайдеров, от американской фирмы Paragonmachineworks. Данная система позволяют использовать как сингл спид так и мульти спид, достаточно только поменять левый алюминевый слайдер. Также можно установить и разные стандарты крепления дискового тормоза ISO, Postmount.

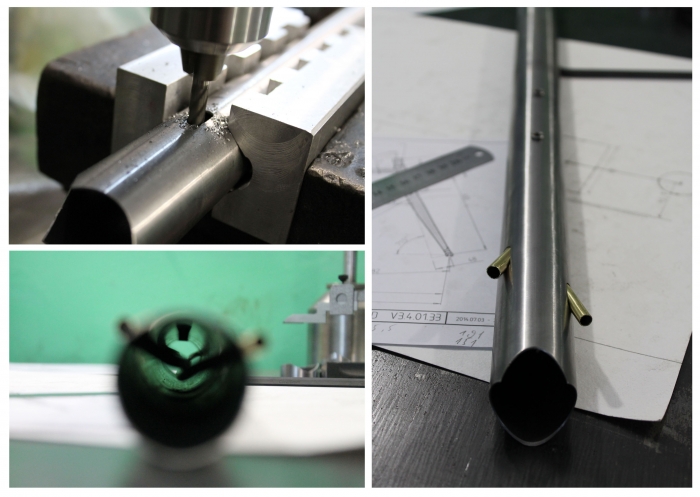
Теперь немного про внутреннюю проводку.
Есть два применяемых метода:
-впайка полноразмерной трубки в трубу,
-напайка усилений в местах ввода тросов, без внутренней трубки.
В данном случае я применил метод с трубкой так как он более удобен для эксплуатации, выглядит более эстетично. Есть и существенный минус, он более дороже.
Перед сборкой устанавливаются крепления для бутылочек и тросов. Также все стыки полируются и обезжириваются.
Когда всё будет готово, трубы закрепляются на стапеле и производиться точечное соединение сваркой. После чего рама снимается со стапеля и устанавливается на проверочный стенд. Проверка геометрии, ещё несколько прихватов, проверка геометрии. После важна последовательность сварки, швы накладываются сначала в верхних и нижних частях стыка, а уже после на левой и правой стороне. Данный метод позволяет минимизировать смещение соосности. Так как рама это сварная конструкция, то она не может быть идеально ровная. Однако существуют допуски в которые необходимо уложиться любому строителю, при выходе за пределы этих допусков рама бракуется. Начинающему мастеру ошибок не избежать и поэтому на складе ТВ есть пару забракованных рам. Про использование сварочных радиаторов для сварки TIG я расскажу в следующем материале, а пока у нас паяная рама.
Пайка это соединение двух металлов с помощью третьего, у которого намного меньшая температура плавления. При этом основной металл не изменяет свою структуру как в случае со сваркой. В данном случае основные стыки спаяны латунным припоем. Также в некоторых случаях используется и серебряный. Пайка выглядит намного эстетичнее сварки, даёт большую свободу в дизайне и достаточно прочна. Однако есть и минусы, эстетика паяных швов достигается спустя многие часы шлифовки, что несомненно увеличивает стоимость рамы.

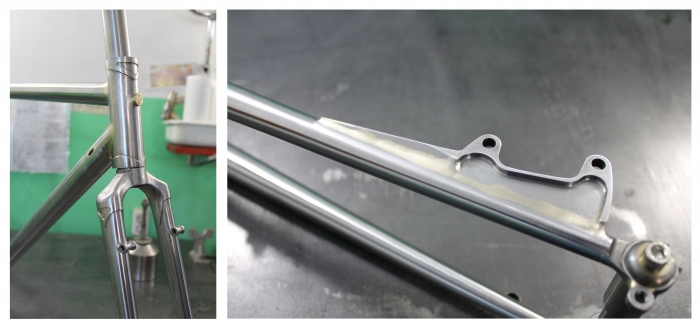
До завершения рамы остаются мелочи вроде мостиков и креплений багажников. После сварочных работ необходимо обработать все посадочные места — рулевая труба, резьба в кареточном узле, подседельная труба.

Теперь можно приступать к вилке. Данная вилка будет узловая, метод скрепления исключительно сварка. После соединения короны и штока, необходима машинная обработка посадочного места под опорное кольцо.

Последовательность сборки такая же как и рамы стыковка, шлифовка, стапель, пайка, проверка. Крепление дискового тормоза устанавливается с помощью приспособы от AnvilBikes. Усиление, по длине ноги вилки, установлено для предотвращения изгиба трубы при работе тормозом.
Финальный штрих перед покраской установка головного шильда.Покраска! Полный фотосет можно посмотреть в альбоме flic.kr/s/aHsjZxgYBY

Дилерское соглашение с Whiteindustriesпозволяет покупать железо для проектов ТВ по самым выгодным ценам.

К сожалению в рамках одного поста невозможно описать все тонкости, поэтому c удовольствием отвечу на все вопросы в комментариях!
toresvelo.com/index.php/ru/
-
добавить в избранное
2
- +100
- Мнения
Комментировать
Зарегистрируйтесь или авторизуйтесь. Сделайте что-нибудь.
Комментарии (21)
f13
П.С.:
Может всё таки правый?
amstafff
Успехов.
pashevich
im66
Еще вопрос, а таперный стакан насколько сложно изготовить? Мне кажется это былобы круто.
Aigo
toresvelo
Logoffski
NixonElite
Но я чуть глаз об это не сломал.
idimych
Либо «дороже», либо «более дорогой».
Dobrii777
Horror
NazZaR
А так автору плюс. Красиво, аккуратно.
Djaarj
im66
toresvelo
Horror
Xsairus
Ценник бы еще объявили.
Data_Link
Target
toresvelo
Dobrii777